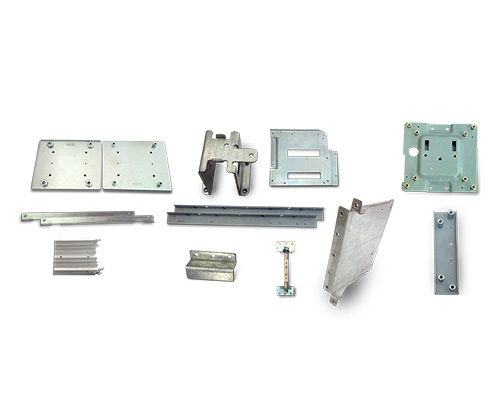
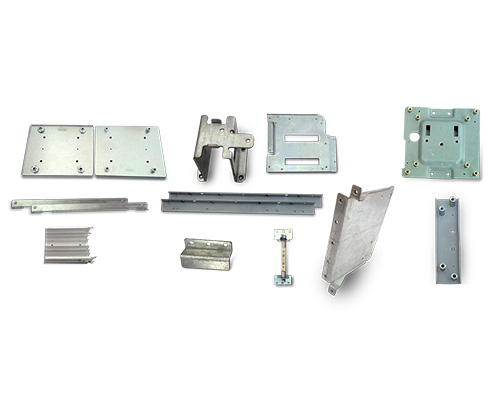
螺母冲压件是通过冲压机和磨具对板、非晶体材料、管件和铝型材等释放外力的作用,从而产生塑性形状的变化或分离,从而获得需要样品和规格的钢件(冲压件)的成型生产加工冲压模具和煅造为同塑性变形生产加工(或称工作压力生产加工),统称锻造。冲压模具的材料关键是冷热压厚钢板和钢链。冲压模具关键是按加工工艺归类,可分成分离出来工艺流程和成型工艺流程两类。

冲压件
一、冲压模具基本原理及特性
1、冷冲模的基本概念
金属材料或非金属材料在外力下造成形变,当外力作用超出原材料的屈服极限后,刚开始塑性形变。假如工作压力再增加,超出了原材料的極限抗压强度,金属材料或非金属材料便刚开始破裂、分离出来。冷冲模是利用金属材料的这种特性,使原材料在室温下分离或变形,然后获得所要求的外观和精度指定的产品。
2、冷冲模优势是
1)在高速冲床的冲击性下,能获得样子繁杂的制品。
2)生产加工后制品精密度较高,规格平稳,交换性好。
3)在原材料耗损并不大状况下,可获得重量较轻、抗压强度好、刚度好、表面光洁美观大方的制品。
4)原材料使用率达到75%~85%。
5)常用原材料大多数是厚板或管料容易选用专业化及自动化机械。高速冲床每分达数百件。
6)实际操作简单,劳动效率低。
7)很多制造标准下,制品低成本。
3、冷冲模缺陷是对磨具规定较高,模具加工较繁杂,不适合小大批量生产。
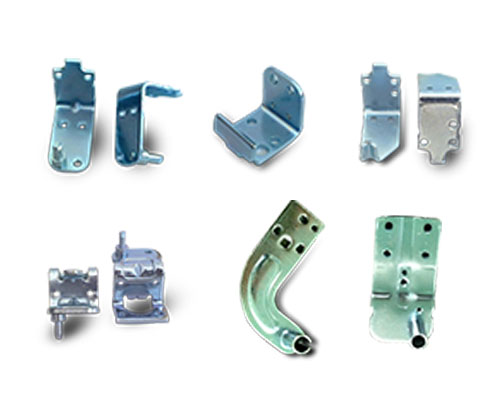
五金冲压件
二、冲压件加工的合理性
1、减少生产制造成本费的关键对策
1)提升加工工艺的合理性水准。
2)设计方案每个钢件另外生产加工的磨具。
3)用提升冲压模具全过程的自动化技术及髙速水准,控制成本。
4)采用提升原材料的使用率的方式控制成本。
5)提升冲压模具水准,降低工艺流程,提升磨具使用寿命。
三、冲压件加工工艺流程
1、依据原材料总体形变特性,冲压模具工艺流程分成两类五种基础形变方法。
1)分离出来工艺流程:原材料在外力下,形变部分的地应力超出了原材料的强度极限厚板破裂而分离出来。
2)塑性形变工艺流程:厚板在外力下,形变部分的地应力超出了原材料的屈服极限,但未做到强度极限时,仅造成塑性变形变表而获得一定样子与规格。
冲压件
四、冲压模具工艺流程的五种形变
1、裁剪、冷冲压:没封闭式或不封闭式使原材料的部分与另一部份分离出来。归属于该类方法有落料、冲孔机、裁边、断开、剖切、创口等。
2、弯折:将平的厚板变为弯折件,使弯折件样子作进一步更改。有弯、卷边歪曲等。
3、注塑:将平的胚料冲压模具成需要样子的中空件,或使中空件的规格作进一步更改。
4、成形:用各种各样特性的部分形变平更改制品或胚料的样子。归属于成形形变的有波动成形、反边、缩颈、凸肚、卷圆、整形美容。
5、立体式抑制:将容积作分配并将原材料作一定迁移以更改胚料外观设计或高宽比薄厚。
在冲压件加工全过程中以便提升生产效率,能够将好多个基础形变方法的工艺流程合拼,构成一个新的工艺流程,被称作复合型工艺流程。